Nella sua essenza, il processo di stampaggio a iniezione per stivali da pioggia in PVC è un metodo di produzione ad alta velocità che trasforma pellet di plastica grezza in uno stivale completo, senza giunzioni e impermeabile in un'unica operazione automatizzata. Sotto immensa pressione e calore, il cloruro di polivinile (PVC) fuso viene iniettato in uno stampo sagomato a forma di stivale, lavorato con precisione, dove si raffredda e si solidifica.
L'intuizione fondamentale è che lo stampaggio a iniezione non è solo un modo per dare forma alla plastica; è un metodo per creare una struttura monolitica e impermeabile con incredibile efficienza e coerenza, rendendolo il processo ideale per la produzione di massa di beni durevoli come gli stivali da pioggia.

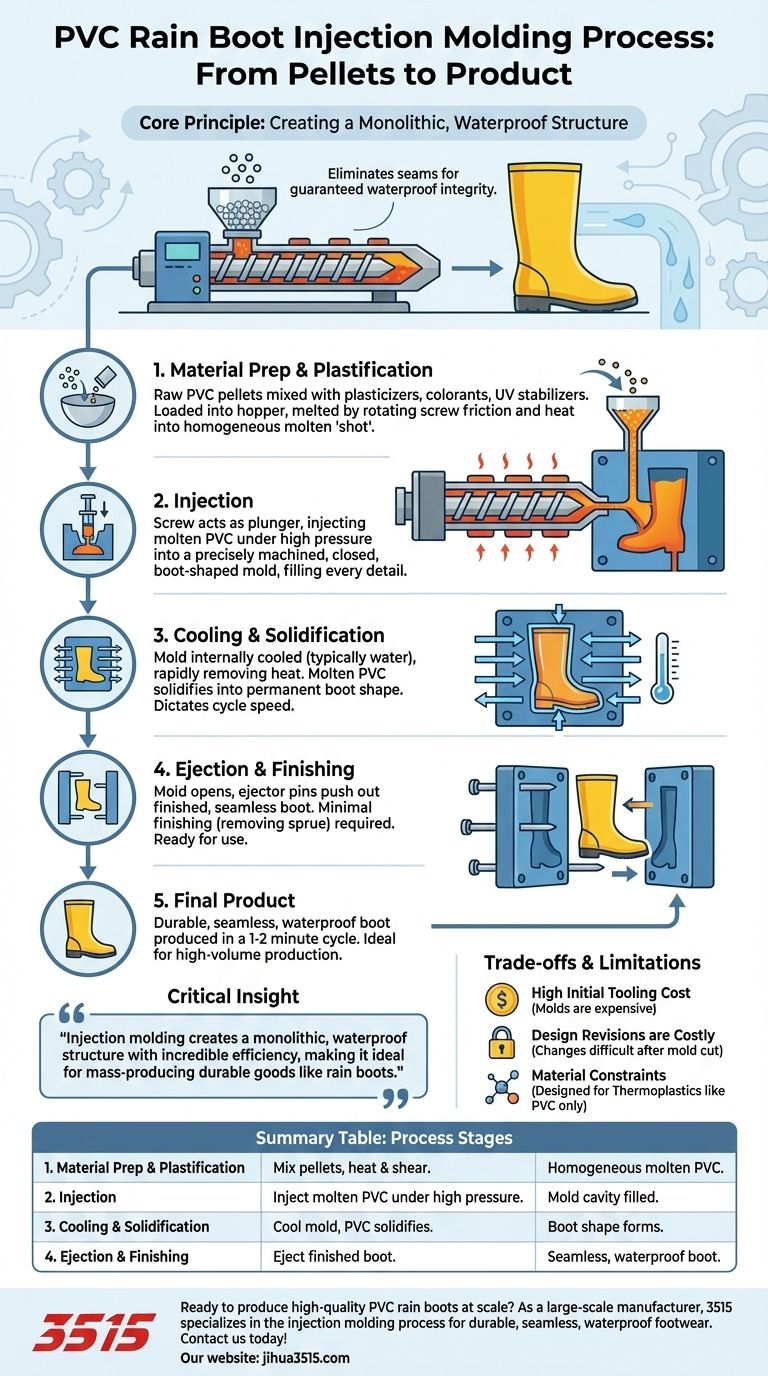
Il Principio Fondamentale: Dai Granuli a uno Stivale Finito
La sfida fondamentale nella realizzazione di uno stivale da pioggia è garantirne la completa impermeabilità. I metodi tradizionali che coinvolgono cuciture o incollaggi creano giunzioni, che sono potenziali punti di cedimento e perdite.
Lo stampaggio a iniezione risolve questo problema formando l'intero stivale — suola, tomaia e tacco — come un unico pezzo continuo di materiale. Ciò elimina completamente le giunzioni, garantendo un prodotto finale impermeabile direttamente dallo stampo.
Una Descrizione Dettagliata del Processo
L'intero ciclo, dal caricamento del materiale grezzo all'espulsione di uno stivale finito, può richiedere da un minimo di uno a due minuti, consentendo una produzione su larga scala. Ogni fase è fondamentale per la qualità finale dello stivale.
Fase 1: Preparazione del Materiale
Prima che inizi il processo, i pellet di PVC grezzi vengono spesso mescolati con additivi. Questi possono includere plastificanti per controllare la flessibilità, coloranti per l'estetica e stabilizzanti UV per prevenire il degrado causato dalla luce solare. Questa miscela viene quindi caricata in una tramoggia sulla macchina per lo stampaggio a iniezione.
Fase 2: Plastificazione (Fusione)
I granuli di PVC vengono alimentati dalla tramoggia in un cilindro riscaldato contenente una grande vite rotante. Mentre la vite gira, spinge contemporaneamente i pellet in avanti e genera un'intensa frizione e calore. Questo, combinato con bande riscaldanti esterne, fonde il PVC in un liquido omogeneo e fuso noto come "colata".
Fase 3: Iniezione
Una volta accumulata una quantità sufficiente di PVC fuso nella parte anteriore del cilindro, la vite agisce come uno stantuffo. Si spinge in avanti ad alta pressione, iniettando la colata di plastica fusa in uno stampo chiuso e a temperatura controllata. La pressione assicura che il PVC liquido riempia completamente ogni dettaglio della cavità a forma di stivale, dal battistrada della suola a eventuali loghi sul lato.
Fase 4: Raffreddamento e Solidificazione
Lo stampo viene raffreddato internamente, tipicamente con acqua circolante. Questo rimuove rapidamente il calore dal PVC fuso, facendolo solidificare e assumere la forma permanente dello stampo. Questa fase di raffreddamento è spesso la parte più lunga del ciclo e determina la velocità di produzione complessiva.
Fase 5: Espulsione e Finitura
Dopo che il PVC si è solidificato, lo stampo si apre e lo stivale da pioggia finito viene spinto fuori da perni espulsori. A questo punto, lo stivale è completamente formato e funzionale. L'unica operazione di finitura richiesta è tipicamente la rimozione di un piccolo pezzo di materiale in eccesso (lo "sprue") dove la plastica è stata iniettata nello stampo.
Comprendere i Compromessi e le Limitazioni
Sebbene altamente efficace, lo stampaggio a iniezione non è privo di vincoli specifici. Comprendere questi aspetti è fondamentale per sfruttare correttamente il processo.
Costo Elevato degli Utensili Iniziali
Lo svantaggio principale è il costo dello stampo, noto anche come "utensile". Gli stampi sono complessi pezzi di acciaio temprato, e la loro progettazione e fabbricazione possono essere estremamente costose, spesso nell'ordine di decine di migliaia di dollari o più. Ciò rende il processo adatto solo per la produzione ad alto volume, dove il costo può essere ripartito su molte unità.
Le Revisioni del Design Sono Costose
Una volta che uno stampo in acciaio è stato tagliato, apportare modifiche è difficile e costoso. Il design dello stivale deve essere completamente finalizzato prima che inizi la lavorazione degli utensili. Modificare uno stampo è un'impresa ingegneristica significativa, a differenza della flessibilità offerta dai metodi di prototipazione.
Limitazioni dei Materiali
Lo stampaggio a iniezione è progettato per termoplastici — polimeri che possono essere fusi e raffreddati ripetutamente. Sebbene il PVC sia una scelta eccellente e versatile, questo processo non è adatto per materiali come la gomma naturale o le plastiche termoindurenti, che non possono essere rifusi una volta polimerizzati.
Fare la Scelta Giusta per il Tuo Obiettivo
Applicare questa conoscenza dipende interamente dalle priorità del tuo progetto.
- Se il tuo obiettivo principale è la produzione di massa e l'efficienza dei costi: lo stampaggio a iniezione è insuperabile per alti volumi, poiché il basso costo per stivale compensa rapidamente l'elevato investimento iniziale negli utensili.
- Se il tuo obiettivo principale è un design senza giunzioni e impermeabile: la natura monolitica di una parte stampata a iniezione la rende la scelta superiore per creare un prodotto intrinsecamente privo di perdite.
- Se il tuo obiettivo principale è la prototipazione rapida o la produzione a basso volume: l'alto costo degli utensili rende lo stampaggio a iniezione impraticabile; la stampa 3D o altri metodi di fabbricazione sarebbero più adatti per i modelli iniziali.
In definitiva, il processo di stampaggio a iniezione fornisce un percorso potente ed efficiente dalla materia prima a un prodotto finito e affidabile.
Tabella Riassuntiva:
| Fase | Azione Chiave | Risultato |
|---|---|---|
| 1. Preparazione Materiale | Mescolare pellet di PVC con plastificanti, coloranti. | Composto pronto per la fusione. |
| 2. Plastificazione | Riscaldare e tagliare i pellet in un cilindro con una vite. | PVC fuso omogeneo. |
| 3. Iniezione | Iniettare PVC fuso ad alta pressione in uno stampo. | Cavità dello stampo completamente riempita. |
| 4. Raffreddamento | Raffreddare lo stampo con acqua circolante. | Il PVC si solidifica nella forma dello stivale. |
| 5. Espulsione | Aprire lo stampo ed espellere lo stivale finito. | Viene prodotto uno stivale senza giunzioni e impermeabile. |
Pronto a produrre stivali da pioggia in PVC di alta qualità su larga scala?
In qualità di produttore su larga scala, 3515 è specializzato nel processo di stampaggio a iniezione per fornire calzature durevoli, senza giunzioni e completamente impermeabili. Produciamo una gamma completa di stivali per distributori, proprietari di marchi e clienti all'ingrosso, garantendo efficienza e coerenza per le tue esigenze di alto volume.
Contattaci oggi stesso per discutere del tuo progetto e ricevere un preventivo!
Guida Visiva
Prodotti correlati
- Stivali da pioggia impermeabili durevoli | Produttore personalizzato per l'ingrosso e le marche
- Fabbrica diretta all'ingrosso stivali da pioggia durevole impermeabile e completamente personalizzabile
- Stivali di Sicurezza Impermeabili Premium all'Ingrosso Alta Protezione per i Mercati Industriali
- Stivali di sicurezza antincendio impermeabili ad alte prestazioni
- Stivali di sicurezza industriali impermeabili premium a taglio alto per ordini all'ingrosso e di massa
Domande frequenti
- Qual è la raccomandazione generale per la scelta dei materiali degli stivali da pioggia? Una guida alla gomma rispetto al PVC
- Come si dovrebbe scegliere tra PVC e gomma per gli stivali da pioggia? Una guida alla scelta del materiale giusto
- Quali sono i materiali principali per gli stivali da pioggia impermeabili? Scegli il materiale giusto per durata e comfort
- Perché gli stivali da pioggia sono più flessibili e comodi degli stivali da neve? Le principali differenze spiegate
- Quali sono le istruzioni per la cura degli scarponi impermeabili? Garantire asciugatura e durata a lungo termine



















